




Машина для керамических покрытий
Когда говорят про машину для керамических покрытий, многие сразу думают о вакуумных камерах и мишени, но на деле ключевое часто лежит в мелочах — в том, как настроен газовый поток или в какой последовательности идет прогрев подложки. Вот об этом и хочу порассуждать, исходя из того, что видел сам.
Оборудование: не только камера
Если брать конкретно машины для PVD-покрытий, то здесь часто упускают из виду систему подготовки поверхности. Я сталкивался с установками, где сам процесс напыления работал безупречно, но из-за неидеальной очистки подложки покрытие отслаивалось через месяц. Особенно критично для керамических слоев — они же жесткие, адгезия должна быть безупречной.
Вот, к примеру, у Шэньян Айкес Технолоджи в своих решениях акцент делают на многоступенчатой очистке ионной бомбардировкой прямо в вакуумной камере. Это не реклама, а наблюдение — видел их установку на одном из производств в Подмосковье. Там оператор жаловался, что время цикла увеличивается, но при этом брак упал почти до нуля. Иногда такая 'медлительность' окупается.
И еще момент по оборудованию: часто гонятся за мощностью испарителей, а забывают про равномерность нагрева. Для керамики это смертельно — локальные перегревы ведут к напряжению в слое. Приходилось видеть трещины на керамических покрытиях именно из-за этого.
Технологические нюансы, которые не пишут в мануалах
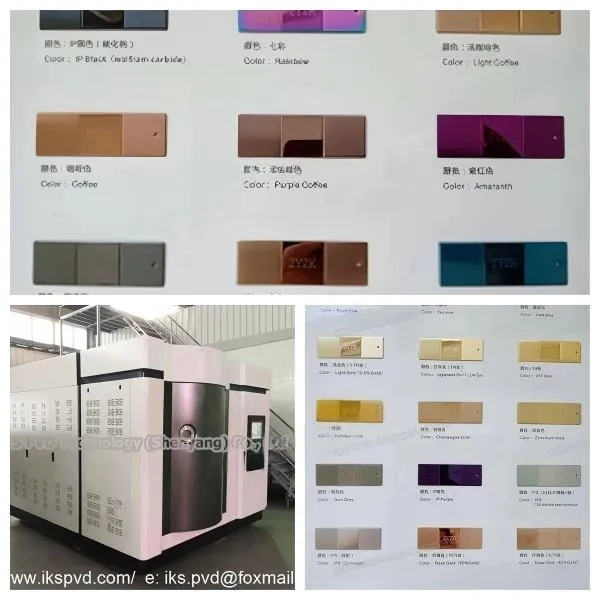
В теории все просто: создал вакуум, подал газ, запустил распыление мишени. На практике же, скажем, для того же нитрида титана (TiN) или оксида алюминия (Al2O3) поведение плазмы может сильно меняться от влажности в цеху. Да-да, банальная влажность! Один раз настраивали машину для керамических покрытий зимой — все идеально. Летом при той же программе начались проблемы с цветом покрытия. Оказалось, из-за конденсата в газовых магистралях.
Или вот контроль толщины. Оптические методы хороши, но на сложных рельефах (например, на режущем инструменте) они могут врать. Приходилось комбинировать — сначала оптику, потом выборочно разрушающий контроль на контрольных образцах. Только так удавалось поймать реальную картину.
Еще один подводный камень — остаточные напряжения в покрытии. Керамика же хрупкая. Иногда после нанесения деталь немного 'ведет'. Особенно заметно на длинных тонких заготовках. Пришлось внедрять промежуточный отжиг, хотя в технологии изначально его не было. Это добавило этап, но спасло от деформаций.
Ошибки и неудачи, из которых учатся
Расскажу про один провальный случай, чтобы было понятно, о чем речь. Пытались нанести сверхтвердое керамическое покрытие на пресс-форму для литья пластмасс. Машина была современная, параметры вроде бы по книжке. Но не учли тепловое расширение самой формы — сталь и керамика по-разному расширяются при рабочей температуре литья. В итоге после двух циклов литья покрытие пошло сеткой трещин.
Тогда пришлось глубоко копать в тему компенсирующих подслоев. Стали использовать градиентные переходы от металла к керамике. Это резко усложнило процесс — нужно было несколько мишеней и точное переключение между ними. Но результат того стоил. Кстати, на сайте ikspvd.ru у Aikes Technology видел описание подобных многослойных решений — они там называют это 'адгезионно-компенсирующими буферами'. По сути, о том же.
Еще одна частая ошибка — экономия на диагностике. Вакуумная система дает микротечь, а мы месяц грешили на неправильный состав газовой смеси. Потом нашли — прокладка в фланце чуть-чуть 'подсела'. Мелочь, а цикл работ встал.
Производители и выбор: что смотреть помимо цены
Когда выбираешь машину для керамических покрытий, конечно, смотришь на базовые параметры: размер камеры, скорость откачки, мощность источников. Но я всегда советую смотреть на сервисную доступность. Как быстро приедет инженер? Есть ли на складе в РФ расходники? С Шэньян Айкес Технолоджи, например, в этом плане было неплохо — у них были локализованные склады запчастей под Москвой, что для китайского производителя редкость.
Еще важный момент — гибкость программного обеспечения. Старые установки часто имели жестко зашитые программы. Сейчас хорошая практика — когда оператор может сам создавать рецепты, плавно менять параметры во времени. Это позволяет адаптировать процесс под конкретную деталь. Видел, как на одной установке буквально 'на ходу' подбирали режим для покрытия лопаток турбин — спасли партию.
И конечно, энергопотребление. Современные машины стали умнее в этом плане — есть режимы энергосбережения при простое, рекуперация тепла от охлаждения. На первый взгляд мелочь, но при круглосуточной работе счет за электричество может быть сопоставим с выплатами по кредиту на саму установку.
Будущее и субъективные размышления
Куда все движется? На мой взгляд, тренд — в интеграции. Не просто машина для нанесения покрытий, а целый технологический островок, где есть и предварительная обработка, и нанесение, и контроль, и даже начальные этапы финишной обработки. Все в одной линии, под одним управлением. Это снижает риски загрязнения и человеческий фактор.
Еще вижу потенциал в гибридных процессах. Не только PVD, но и, скажем, плазменное напыление в сочетании с лазерной обработкой поверхности прямо в камере. Это позволит создавать принципиально новые структуры керамических покрытий с заданными свойствами в разных зонах одной детали.
Но при всей автоматизации роль оператора-технолога не уменьшается, а меняется. Раньше он крутил вентили, теперь он анализирует данные с датчиков и думает, как улучшить рецепт. Это уже не рабочий, а инженер. И такие кадры — самый дефицитный 'расходник' для любой, даже самой совершенной машины. Компании, которые, как Aikes Technology, пишут про 'отличную команду разработчиков', на самом деле говорят именно об этом — без людей, которые понимают суть процесса, железо бесполезно.
В общем, если резюмировать мой поток мыслей: машина — это важно, но она лишь инструмент. Успех определяют детали подготовки, понимание физики процесса и готовность копать глубже, когда что-то идет не по плану. И да, иногда полезно посмотреть, как делают другие — хотя бы на том же https://www.ikspvd.ru — не для копирования, а для того, чтобы задать себе правильные вопросы про собственный процесс.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Индустриальная дуговая ионная покрасочная машина
Индустриальная дуговая ионная покрасочная машина -
 Многоарочная ионная покрывающая машина
Многоарочная ионная покрывающая машина -
 Профессиональная машина для непрерывного нанесения декоративной пленки
Профессиональная машина для непрерывного нанесения декоративной пленки -
 «Машина непрерывного нанесения декоративной пленки: повышение эстетического качества продукции»
«Машина непрерывного нанесения декоративной пленки: повышение эстетического качества продукции» -
 Машина для нанесения оптического покрытия электронно-лучевым испарением
Машина для нанесения оптического покрытия электронно-лучевым испарением -
 Машина для нанесения DLC покрытия низкой температуры
Машина для нанесения DLC покрытия низкой температуры -
 Машина для нанесения покрытий с электронно-лучевым испарением
Машина для нанесения покрытий с электронно-лучевым испарением -
 Декоративная вакуумная лакировочная машина
Декоративная вакуумная лакировочная машина -
 Машина для нанесения многодугового ионного покрытия на сверхтвердую пленку Tool
Машина для нанесения многодугового ионного покрытия на сверхтвердую пленку Tool -
 Станок для нанесения покрытия CrN (нитрид хрома).
Станок для нанесения покрытия CrN (нитрид хрома). -
 Линия нанесения покрытий на стекло с высоким коэффициентом пропускания света
Линия нанесения покрытий на стекло с высоким коэффициентом пропускания света -
 Вакуумная машина для нанесения покрытий на аксессуары для ванных комнат
Вакуумная машина для нанесения покрытий на аксессуары для ванных комнат
Связанный поиск
Связанный поиск- Дуговое оборудование с полым катодом
- Вакуумная печь / камера покрытия
- машины для вакуумного покрытия сантехнической арматуры
- Большая машина для дугового ионного покрытия
- Машина для покрытия AlTiN (нитрид алюминия и титана)
- Многодуговая ионно-покрывная машина
- Автоматизированная линия покрытия
- Машина для покрытия медицинского оборудования
- вакуумные покрытия для форм
- коррозионно-стойкие