




Вакуумная установка для нанесения покрытий на сверла
Когда слышишь про вакуумную установку для нанесения покрытий на сверла, многие сразу представляют себе стандартный бокс с насосами и мишенью. Но на деле, это узкое понимание. Главное — не сама камера, а то, как она интегрирована в процесс, чтобы покрытие не просто было, а работало. Частая ошибка — гнаться за максимальной толщиной слоя, забывая про адгезию и остаточные напряжения в материале сверла. Именно здесь кроются все последующие проблемы с выкрашиванием.
От теории к цеху: где начинаются реальные сложности
Взять, к примеру, подготовку поверхности. Казалось бы, всё просто: очистка, ионная бомбардировка. Но если на сверле остались даже микроскопические следы СОЖ или полировальной пасты — всё. Покрытие ляжет, но связь с основой будет слабой. Мы в свое время потратили месяца три, пока не вышли на стабильный режим отжига и очистки в самой установке перед процессом. Недостаточно просто купить хороший агрегат, нужно выстроить всю предварительную цепочку.
Или параметры напыления. Для разных марок быстрорежущей стали и твердых сплавов — разная отдача тепла. Если не скорректировать мощность и время импульса, можно перегреть режущую кромку. Был случай с партией сверл под маркировкой Р6М5 — получили прекрасный, ровный слой TiAlN, но твёрдость основы упала из-за перегрева. Пришлось разбираться, менять конфигурацию катодов и схему охлаждения держателей.
А ещё есть нюанс с геометрией. Для спиральных сверл, перок, ступенчатых — эффективность осаждения в разных зонах разная. Особенно на задних затылованных поверхностях. Приходится использовать специальные ротационные держатели с экранированием, чтобы обеспечить равномерность. Это не та вещь, которую описывают в каталогах, это нарабатывается опытным путём.
Интеграция и поддержка: почему важен 'чей-то' опыт
Вот здесь, кстати, часто и спотыкаются. Купили установку, запустили, а стабильного качества нет. Потому что оборудование — это лишь часть системы. Нужно, чтобы был кто-то, кто понимает не только в вакуумной технике, но и в металлообработке. Как раз когда мы столкнулись с необходимостью модернизации линии, обратили внимание на компанию Шэньян Айкес Технолоджи Ко., Лтд.. Их подход был не в том, чтобы просто продать очередной модуль, а в том, чтобы разобраться, для каких именно операций и материалов нам нужно повысить стойкость инструмента.
Их сайт ikspvd.ru — это не просто витрина. Там видно, что они сами прошли путь от базовых решений до сложных систем. В описании компании есть фраза про 'отличную команду разработчиков оборудования для вакуумного нанесения покрытий' — и это не пустые слова. В переписке и обсуждении техзадания чувствовалось, что говорят инженеры, которые сами собирали и тестировали эти установки, знают все 'узкие' места, например, как поведёт себя плазма при работе с изношенным катодом сложной формы.
Именно их специалисты тогда подсказали нам схему предварительного ионного травления не аргоном, а смесью аргона и водорода для наших конкретных твердых сплавов. Результат по адгезии улучшился на 15-20%. Это тот уровень поддержки, когда тебе помогают решить проблему, а не просто исполняют контракт.
Детали, которые решают: из чего складывается надёжность
Надёжность вакуумной установки — это не про гарантийный срок. Это про то, сколько циклов выдержат затворные механизмы, как быстро растёт давление в камере при простое и насколько стабильна скорость напыления от цикла к циклу. Мы вели журнал, фиксировали всё. Через полгода интенсивной работы обычно начинают 'ползти' параметры, если система не сбалансирована.
Критически важный узел — система подачи реактивного газа. Малейшая нестабильность давления азота или ацетилена — и состав покрытия пойдёт вразнос. У нас был инцидент, когда вышел из строя масс-расходовый контроллер. Покрытие на партии сверл получилось с другим коэффициентом трения, и они просто 'горели' при работе. Пришлось всю партию перерабатывать. После этого уделили особое внимание резервированию и калибровке этих компонентов.
Ещё один момент — ergonomics для оператора. Если для замены мишени или чистки камеры нужно разбирать пол-установки и тратить полдня, это простая потеря денег. Хорошая установка спроектирована так, чтобы сервисные операции были быстрыми и предсказуемыми. Это тоже признак продуманности, который виден только в работе.
Экономика процесса: о чём не пишут в рекламных буклетах
Стоимость владения — ключевой параметр. Сюда входит не только цена киловатта, но и расход мишеней, газов, срок службы уплотнений и фильтров. Бывает, установка дешевле на старте, но её эксплуатация 'съедает' всю маржинальность. Нужно считать стоимость одного цикла покрытия для одного сверла, включая все расходники и амортизацию.
Например, использование не оригинальных, а 'аналогичных' мишеней часто приводит к увеличению количества микро-капель на покрытии. Для фрез это, может, и допустимо, но для сверла малого диаметра такая капля на режущей кромке — брак. Экономия на мишени обернулась потерей дорогостоящего инструмента. Это типичная ошибка при попытке снизить издержки.
Гибкость настройки — это тоже экономика. Если установка позволяет быстро перенастраиваться с TiN на AlCrN или даже на многослойные структуры, это расширяет клиентскую базу. Мы, опираясь на опыт коллег из Шэньян Айкес Технолоджи, как раз пошли по пути создания гибкого производственного островка. Это позволило работать и с серийными заказами, и с мелкими опытными партиями для разных производств, что в итоге окупило все вложения.
Взгляд вперёд: что ещё можно выжать из процесса
Сейчас много говорят про наноструктурированные и адаптивные покрытия. Но для сверл, на мой взгляд, ближайший практический резерв — в точном управлении структурой на границе раздела 'основа-покрытие'. Не просто промежуточный слой, а плавный градиент свойств. Это требует ещё более тонкого контроля за плазмой и температурой на первых этапах осаждения. Думаю, это следующий шаг для тех, кто хочет выйти на премиальный сегмент.
Ещё одно направление — интеллектуальный контроль процесса в реальном времени. Не просто считывание параметров, а система, которая по оптической эмиссии плазмы или данным кварцевого датчика может сама скорректировать мощность или давление. Это снижает зависимость от человеческого фактора. Насколько я знаю, некоторые производители, включая упомянутую Aikes Technology, уже внедряют подобные системы с элементами машинного обучения для прогнозирования износа мишени.
В итоге, возвращаясь к началу. Вакуумная установка для нанесения покрытий на сверла — это не статичный аппарат. Это динамичная система, эффективность которой определяется глубиной понимания всего технологического цикла, от заготовки до готового инструмента в патроне станка. И успех приходит тогда, когда производитель установки выступает не как продавец, а как технологический партнёр, готовый погрузиться в твои конкретные задачи. Именно такой подход, как видно на примере их работы, позволяет превратить сложное оборудование в реальный инструмент для повышения конкурентоспособности.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Вакуумная машина для нанесения покрытия на сверла
Вакуумная машина для нанесения покрытия на сверла -
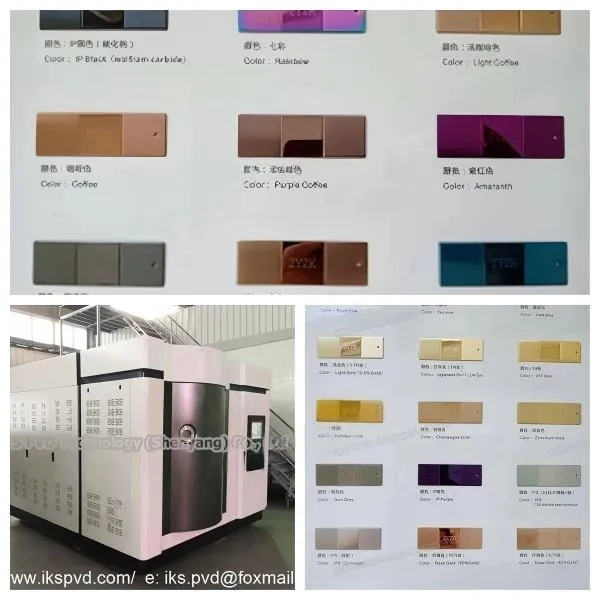
 Декоративное PVD-покрытие
Декоративное PVD-покрытие -
 Многодуговая ионно-покрывная машина
Многодуговая ионно-покрывная машина -
 Многодуговая магнетронная лакировочная машина для цифровых изделий
Многодуговая магнетронная лакировочная машина для цифровых изделий -
 DLC-покрытие (алмазоподобное углеродное покрытие)
DLC-покрытие (алмазоподобное углеродное покрытие) -
 Декоративная вакуумная лакировочная машина
Декоративная вакуумная лакировочная машина -
 Экологически чистая вакуумная установка для PVD-покрытия
Экологически чистая вакуумная установка для PVD-покрытия -
 Установка для ионного нанесения покрытий
Установка для ионного нанесения покрытий -
 Нано лакировочная машина
Нано лакировочная машина -
 IET и 12 больших дуговых машин для нанесения твердого покрытия
IET и 12 больших дуговых машин для нанесения твердого покрытия -
 Профессиональная машина для многодугового ионного покрытия
Профессиональная машина для многодугового ионного покрытия -
 Индустриальная дуговая ионная покрасочная машина
Индустриальная дуговая ионная покрасочная машина
Связанный поиск
Связанный поиск- Машина для покрытия медицинского оборудования
- Установка ионного напыления
- Машины для вакуумного покрытия фрез
- Машина для покрытия авиационных компонентов
- купить установку +для покрытия dlc
- Оборудование для нанесения покрытий на инструменты
- Машина для покрытия инструментов и пресс-форм
- Линия нанесения покрытий на стекло с высоким коэффициентом пропускания света
- Машина для нанесения оптических покрытий с электронно-лучевым испарением
- Машина для декоративного покрытия